|
| Rodin's The Thinker - Akhirnya berjaya di print selepas selesai proses tuning |
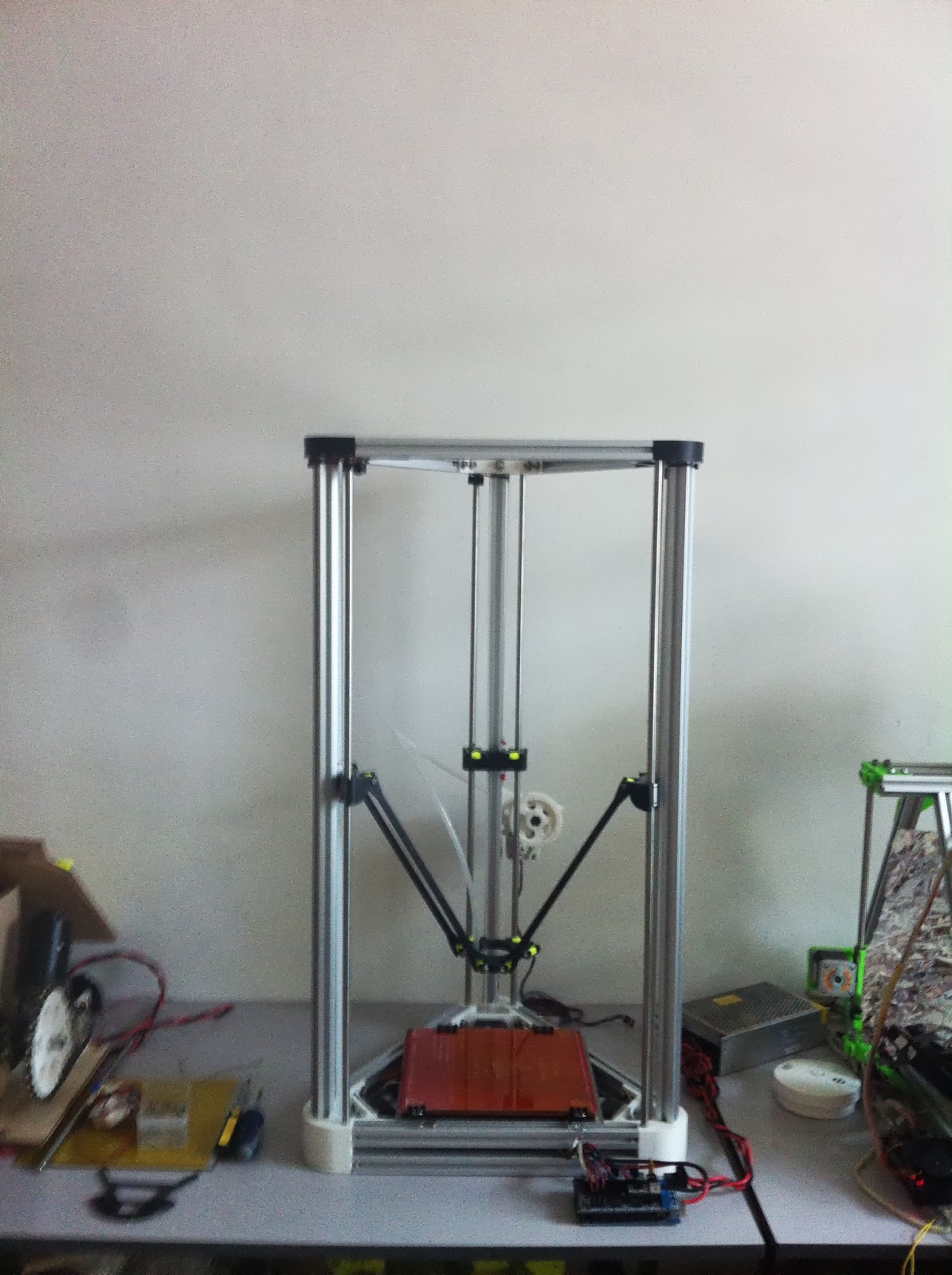
Sebelum saya mulakan. Komponen bowden yang saya gunakan untuk Zam Kossel Alt adalah :
 |
| Bowden setup |
- Rich's Bowden Geared Extruder for 3mm filament oleh Woodsmoke
- NEMA 17
- Nylon Tube 6mm OD 4mm ID
- Filamen 3mm
- Pneumatic fittings 6mm dengan thread 13mm
- Stainless steel hotend (Jhead compatible)
- Zam Bowden Hotend Mount
- Slic3r
Kepada yang sudah berpengalaman, setup ini bukanlah setup yang terbaik bagi bowden sistem. Kebanyakan bowden sistem menggunakan filamen 1.75mm kerana ianya lebih nipis dan tidak memerlukan kekuatan yang tinggi pada stepper motor. Memandangkan kekangan filamen yang saya ada adalah 3mm dan semua printer saya menggunakan filamen 3mm, saya rasa untuk berubah kepada 1.75mm akan meningkatkan kos. Lagipun kos filamen 1.75mm adalah lebih mahal daripada 3mm, oleh itu saya mencari jalan menggunakan kaedah bowden ini dengan filamen 3mm. Nylon tube bukanlah tiub yang sesuai untuk bowden sistem, tetapi harganya yang jauh lebih murah menyebabkan saya menggunakannya. Sekiranya ada bajet lebih baik guna PTFE, tetapi setelah memerhatikan untuk beberapa print, nylon tiub juga tidaklah begitu bermasalah.
Ok berbalik kepada proses tuning.
Saya rasa untuk tuning extruder, syarat pertama adalah keadaan bed yang rata. Sekiranya bed level tidak selari dengan pergerakan extruder, hasil cetakan sukar untuk dinilai, dan mengenalpasti punca kualiti yang tidak kemas sukar ditentukan. Pastikan bed telah level dan print pertama dengan setting standard pada slic3r.
Untuk test extruder, saya menggunakan model Ultimate Calibration Test dari Starno.
http://www.thingiverse.com/thing:9804
 |
| Ultimate Calibration Test |
Model ini saya gunakan untuk memeriksa dua perkara penting :
Extruding Temperature
Retraction
Extruding Temperature
Retraction
1) Periksa suhu untuk hotend
Suhu hotend yang betul akan membantu dalam membentuk titian (bridge) yang betul ketika print. Sekiranya terlalu panas, ia akan melendut kebawah. Suhu yang tepat akan membantu bridging yang lebih kemas. Saya terpaksa menurunkan suhu hotend daripada 230c kepada 220c untuk suhu yang lebih sesuai. Cubaan suhu yang lebih rendah 215c menyebabkan extruder sangkut. Keputusan awal.
2) Retraction
Pemeriksaan proses extrude filamen. Filamen yang keluar hendaklah tepat mula dan akhirnya. Kurang filamen yang diextrude pada awal print akan menyebabkan bridge gagal. Terlebih filamen pada akhir print akan menyebabkan lelehan atau ooz.
Ujian 1. Keputusan


Pemerhatian :
Setting awal Slic3r, Printer Setting, Extruder 1,
Retraction speed = 30mms (perlu dinaikkan)
Length = 1mm (perlu dinaikkan)
Extra length on restart = 0mm (perlu dinaikkan)
Nozzle Temp = 220c (kekal pada 220c)
Setelah melihat keadaan, buat perubahan dengan sedikit untuk melihat kesan.
Setting semula Slic3r
Retraction speed = 40mms (untuk mengelakkan oozing)
Length = 3mm (untuk mengelakkan oozing)
Extra length on restart = 0.35mm (untuk pastikan bridging pada awal berjaya)
Nozzle Temp = 220c (kekal pada 220c)
Print semula
Ujian 2. Keputusannya.

Pemerhatian :
Setting semula Slic3r
Retraction speed = 65mms (untuk mengelakkan oozing)
Length = 6mm (untuk mengelakkan oozing)
Extra length on restart = 0.35mm (dikekalkan)
Nozzle Temp = 220c (kekal pada 220c)
Keputusan Ujian 3





2) Retraction
Pemeriksaan proses extrude filamen. Filamen yang keluar hendaklah tepat mula dan akhirnya. Kurang filamen yang diextrude pada awal print akan menyebabkan bridge gagal. Terlebih filamen pada akhir print akan menyebabkan lelehan atau ooz.
Ujian 1. Keputusan
 |
| Jelas bridge yang gagal. Permulaan yang tidak cukup. |
 |
| Sakitnya mata memandang. |


Pemerhatian :
- Tititan yang dicetak pada peringkat awal tidak sempurna. Ianya kelihatan seperti separuh sahaja titian pada awal dan kemudiannya menebal. (Set extra length on restart)
- Pada bucu objek terdapat lelehan disebabkan oleh filamen tidak keluar dengan cukup pada permulaan proses bridging. (Set length dan retraction)
- Ooz atau lelehan filamen merata-rata. Punca oozing ini adalah disebabkan retraction yang tidak mencukupi. Sama ada tidak cukup laju atau jarak filamen yang ditarik terlalu kecil untuk memberhentikan lelehan. Memandangkan filamen bergerak didalam tiub nylon, dan diameter tiub yang tidak sama dengan filamen, maka akan berlaku compression dalam tiub, dan ini hendaklah disesuaikan kepada jarak dan kelajuan retraction yang betul.
Setting awal Slic3r, Printer Setting, Extruder 1,
Retraction speed = 30mms (perlu dinaikkan)
Length = 1mm (perlu dinaikkan)
Extra length on restart = 0mm (perlu dinaikkan)
Nozzle Temp = 220c (kekal pada 220c)
Setelah melihat keadaan, buat perubahan dengan sedikit untuk melihat kesan.
Setting semula Slic3r
Retraction speed = 40mms (untuk mengelakkan oozing)
Length = 3mm (untuk mengelakkan oozing)
Extra length on restart = 0.35mm (untuk pastikan bridging pada awal berjaya)
Nozzle Temp = 220c (kekal pada 220c)
Print semula
Ujian 2. Keputusannya.
 |
| Ada lagi ooz. |
 |
| Bridge nampak lebih baik kali ini. |
 |
| Perbezaan bridge hasil extra length on restart. |

Pemerhatian :
- Bridge yang lebih kemas dan semuanya bersambung. Ini menunjukkan bahawa extra length on restart pada 0.35mm sudah memadai.
- Oozing semakin berkurang, retraction yang lebih pantas ada kesannya. Tetapi tidak mencukupi. Kali ini saya akan gandakan lagi.
Retraction speed = 65mms (untuk mengelakkan oozing)
Length = 6mm (untuk mengelakkan oozing)
Extra length on restart = 0.35mm (dikekalkan)
Nozzle Temp = 220c (kekal pada 220c)
Keputusan Ujian 3





Pemerhatian :
- Secara keseluruhan titian telah berjaya, tetapi masih ada sedikit lendut. Boleh diatasi dengan menggunakan fan. Saya tidak boleh turunkan lagi suhu. Jika diturunkan extruder akan jam. Masalah utama menggunakan hotend stainless steel.
- Oozing hampir hilang secara keseluruhan. Boleh diatasi dengan meningkatkan jarak lagi. Selepas ini saya hanya tingkatkan lagi 1mm dan ooz hilang.
- Secara keseluruhan berjaya.
Perbandingan ketiga-tiga ujian.
 |
| Ujian 1 (kiri), Ujian 2 (tengah), Ujian 3 (kanan) |
 |
| Objek paling kanan honeycomb infill pada 0.1 berjaya tanpa sebarang masalah. Objek paling kiri dihentikan print, kerana lupa untuk slice semula objek selepas perubahan pada setting. |
Kesimpulan, mengapa perlu calibrate extruder?
 |
| Masalah lelehan |
- Oozing boleh menyebabkan ganguan kepada cetakan. Apabila filamen meleleh pada objek, ia akan mengganggu laluan hotend dan boleh menyebabkan stepper motor skip. Objek juga lebih terdedah kepada warping.
- Infill jenis honeycomb pada 10% atau 0.1 memerlukan penyambungan yang kemas. Sekiranya tidak kemas ia akan menjadi sampah. Dengan infil 0.1 jenis honeycomb, objek yang di print akan kurang menggunakan plastik dan ketahanan agak tinggi. Untuk penyambungan yang kemas, perlukan setting yang tepat pada extra length on restart . Jika terlebih, maka akan berlaku blobing pada awal print, dan kualiti print akan hancur.
 |
| Masalah janggut pada model ini akan dapat di atas kalau extruder di set dengan betul dari awal lagi. |
 |
| Lebih kemas selepas tuning |
 |
| infill 0.1 |
 |
| Video menunjukkan infill 0.1 boleh dilaksanakan pada kelajuan tinggi selepas tuning |
 |
Debaran menantikan cetakan selepas tuning. Masa diambil untuk mencetak 6 jam 10 minit. |
 |
| Syukur selamat semuanya |
 |
| Kemas |
Sekian dahulu.
Selamat membina.
p.s : sekiranya ada setting terdapat kekurangan pada post ini harap dapat betulkan saya.
p.s : sekiranya ada setting terdapat kekurangan pada post ini harap dapat betulkan saya.